|
|
|
�ѩ���Ӧ��W�k���F���������Y�A�ڻݭn�N����@�q���}�A�Ѷb�ӻɺq�X��ܧ��Ӧ����@�q�A�H�K��i�b�ӡC�u��i�ϥΤ��ΩC�ο����C |
|
|
|
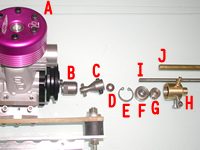
�b���}�l�ո˫e�A���F�Ѥ@�U�b�ӦU�����W�١B�ƦC���ǤλݭɧU���u��
|
|
A.���U�� |
I.�b |
|
B.�U�V���Y(�e�q) |
J.�b�ɺ� |
C.�U�V���Y(��q) |
K.���Ӧ� |
D.Teflon ���l |
L.Teflon ���l |
E.�u�� |
M.�q�U |
F.���� |
N,���ۼ� |
G.���� |
|
H.�Y�Ӧ� |
|
�ƦC����:-
���U���X�X�U�V���Y�e�q(����U���b�W�A��K�_�ʭ���)�X�X�U�V���Y��q(�ξ��̦���b�b�W)�X�XTeflon���l(���b�W�A�Q���Y��q�Ϋ᭱���裡��)�X�X����(���Y�Ӧ����Q�u������)�X�X����(�b�Y�Ӧ����A�ξ��̦���b�b�W�A���諸���A���Ӱ���)�X�X�b�ɺ��X�X���Ӧ�(�Ӧ����ݥ��J�F�@�ɪM�h)�X�XTeflon���l(���Ӧ��~�A���b�W�A���K���Ӧ�������)�X�X�q�U(�p6mm���q�U�A�����b���W�A���K�e�� Teflon���l)�X�X���ۼ�(�����ӥq�U�A15cc�ҫ��ϥΪ��O�^�� Prestwich�����~ no.2127��2227�A����ڨϥΪ��|���j��2227�����ۼ�)�C���ۼߤؤo����i�Ѧҥ����ҧN�g����˨M�w�Τ������ۼ�
|
|
|
|
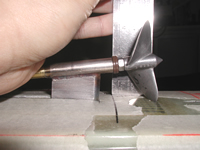
�ݭɧU���u��:-
�ѩ�U�V���Y�e��q���W�]���వ��ʥ��ʪ��A�]������ݭɧU�@�u��H�N�����Y����m�A�o�N�O�T�W�C�T�W���@��Ψ����p�հ����A�Χ@���b���U���b�W�A�t�@���p�@�յ���b���J�A�T�W�����ר����U�V���Y�����סC�o�ӥN�����u��O�ݭn�Ψ��ɤ~�వ�o�ǽT���A�]�O�����ǽT���C���U���s���b�Ӫ����P�_�A���̾a�o�u��F�C���M�A��������k�ä���o�o�@�ӡA�o�O�ڥΪ���k�Ӥw�C
|
|
�F�ѤF�b�Ӫ��ƦC���ǤλݭɧU���u���A�{�b�i�N���U���ξ�M�b�Ө̦��M��A��i����צ�C�ѩ�ɺު��ץ����T�A�ڭ̥��q�פ@�U�ݿ��h�����ɺޡC |
|
|
|
|
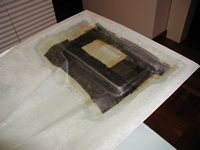
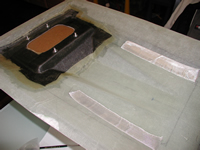
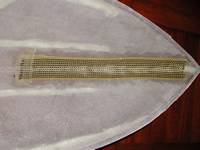
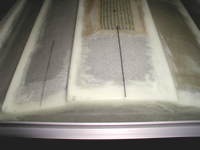
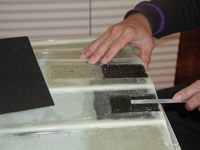
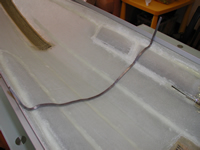
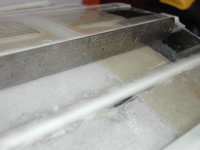
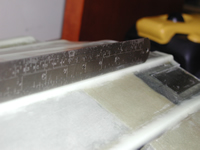
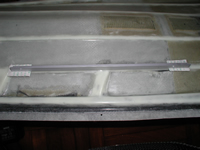
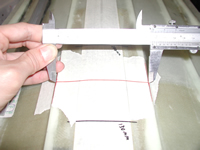
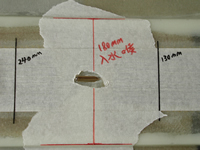
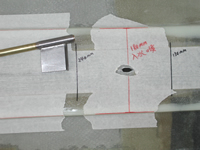
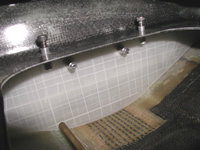
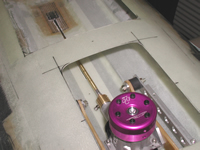
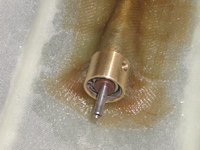
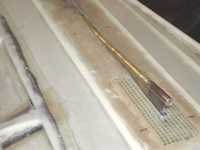
�N���Ӧ������ݡA��Ǧb240mm�u�W�A�t�ݬݤ��U�����Y�{�b�Z��������ؤo�O�h�֡A��h���Ӧw�˪����T��m660mm�A�N���p�ݿ������ɺޤؤo�C |
|
|
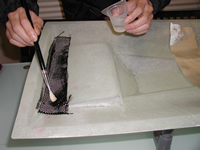
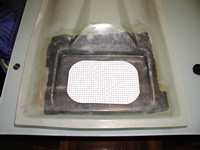
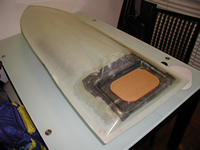
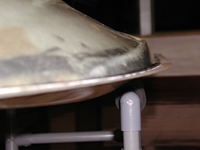
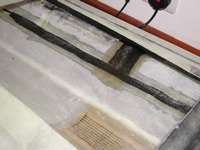
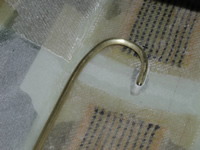
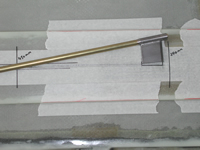
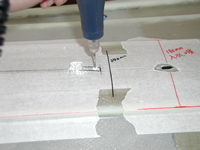
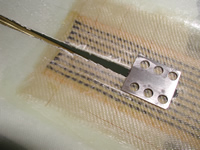
���n�ɺޡA��ɺު�����i�ƫ�A�M�^�Y�Ӧ���b�ɺޤW�C�ڭ��ٻݦb�Y�Ӧ����ӻɺު����f�A���ǷL���[�u�A����u�[���A�N�ĸѪ����w�b���f��W���áA�A�H���l��������ơC�o�˰��F��Ⱶ�f�[�T�~�A�t�@�Ӧn�B�A�O�קK���b�Y�Ӧ��������ƪo�A�q���f�|�X���H�X�b�Ӫ��a���W�C |
|
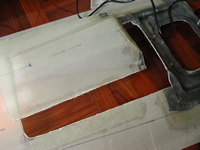
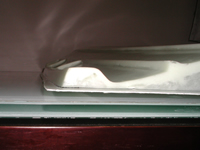
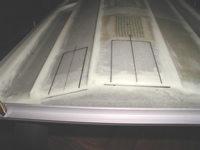
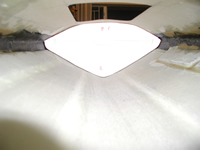
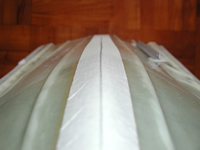
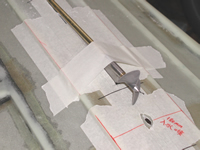
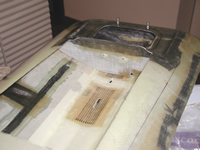
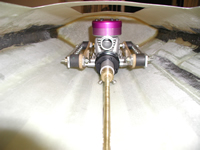
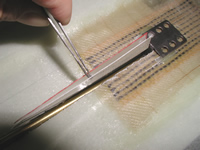
�{�b�A�i�N�b�ө�i����צ�åB�w��F�C���O�n�ծժ��� �Y�Ӧ������C�B ���ۼߪ��`�סA�H���[��b�ӬO�_�˥��b��e V �Ϊ����߽u�W�C
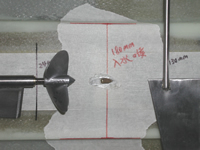
���Ӧ������ݦP�˹�Ǧb240mm���u�W�A�b�����O�M�WTeflon���l�B6mm�q�U��2227�����ۼߡA�ϥμߪ��̤j���|�Ӱ���A�ɥi��K��A�K�Ӳ�]������A��᰽�W�ֳ\��K�i�H�C
|
|
|
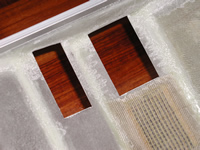
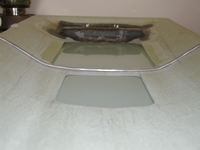
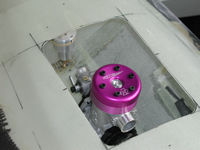
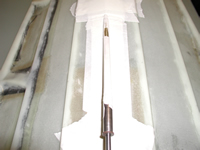
����ծ��Y�Ӧ������C�A�ѩ�ո˪��䤤�@�ӭ��I�O�A���U�����y�o�ɥi��C�A�ҥH�A�A�ҭn�����A�N�O�[���Ӥ��U�������A�⥦�ծձo�ɥi����A���ݪ`�N����K���A�]�����U���B��ɬO�|�_�ʪ��A�ӥB�A�]�ݯd���żd���_�ʥֱa�i�J�����C�]�w�n���סA�K���Y�Ӧ��U���T�f�����O�X���K�����A���b�����w�U���C��C |
|
|
|
|
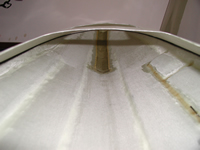
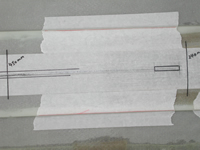
�Y�Ӧ������C�����ۼߪ��`�׳]�w�n��A�K�Ψǽ��ȥ��K���������n����A�M������q���Y��V����[��b�ӬO�_�˥��b��e V �Ϊ����߽u�W�C�o�O�ո˪����I���@�A����ޤ��L��C�L�զܻ{���̥��A�K�i�}�ըǧְ��� Epoxy �ӧ@�̫᪺�w��C |
|
|
|
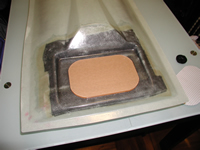
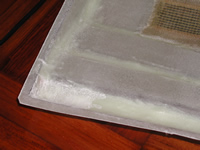
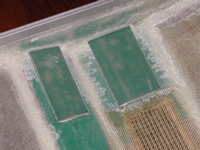
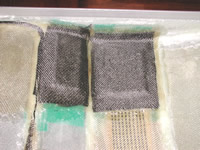
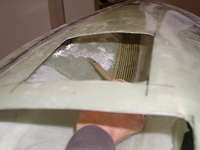
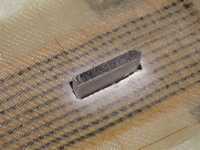
���U�ӬO����0.5mm���a���O�����p�T���ΡA�w��b�S�X��b�ɺP���Ӧ��������T���żd���A�o�����_��O���ݭn�N���K�ʪ�(�p�ϥ�)�C�t�~�ѩ��Y�Ӧ��O�a�Ū����Y�A�Y�Ӧ���U�観�@�ӫܤj���żd�A�ڦb�o�żd������J�@�Ǥp���(�Ҧp�_�l)�A�o�Ӥ�k�i�Q�K�� Epoxy���ɡA�ݶ�J�j�q�a���H�� Epoxy���A�[���F���骺���q(�k�W��)�C |
|
�����H�W���B�J�A�K�����H���ȤF�C�Y�Ӧ��K�����ȡA�ت���O�Q�K�U���ɤ��V�A�w�i�h�ӶK���C�ܩ������K�����ȡA�N�n���I�߾��F�A�ѩ�U Epoxy���ɷ|�����⽦�˶i�h�A�M��A�U�a���H�l�������A�o�ˤ~��O�������èC�Ӫżd�P�����A�]���b��K���ȮɡA����O���F������|�X�A�P�ɤ]���U�β���Ϊ��C |
|
|
|
|
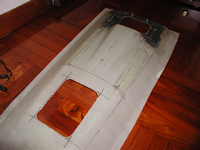
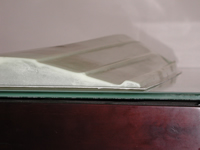
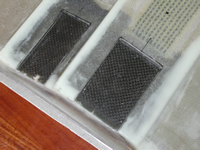
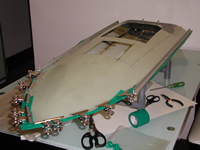
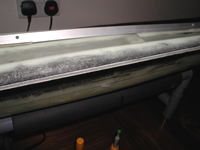
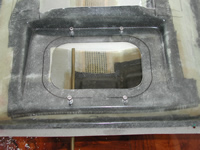
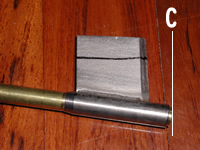
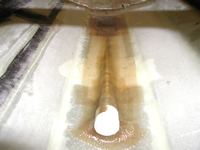
�U�ϬO�b�Ӳո˧����᪺�Ҽ� |
|
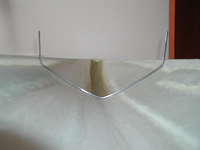
���N Epoxy�˶i������áA�A�U�a���H�l���A�̫�b���h�\�W�@�ܨ���a�����A���F���Ӧ��W�ڦb�������Ӥ@�p�����u�����a�����~�A��L�������Τ@�ܨ�����q�a�����\���w�����C �`�N�Y�Ӧ��U���T�f�����A�a���H�n�����I�~�n�\���A�]�����ۼߪ����O�A�N���Y�Ӧ���������өӨ��C
|
|